
Project Case Study
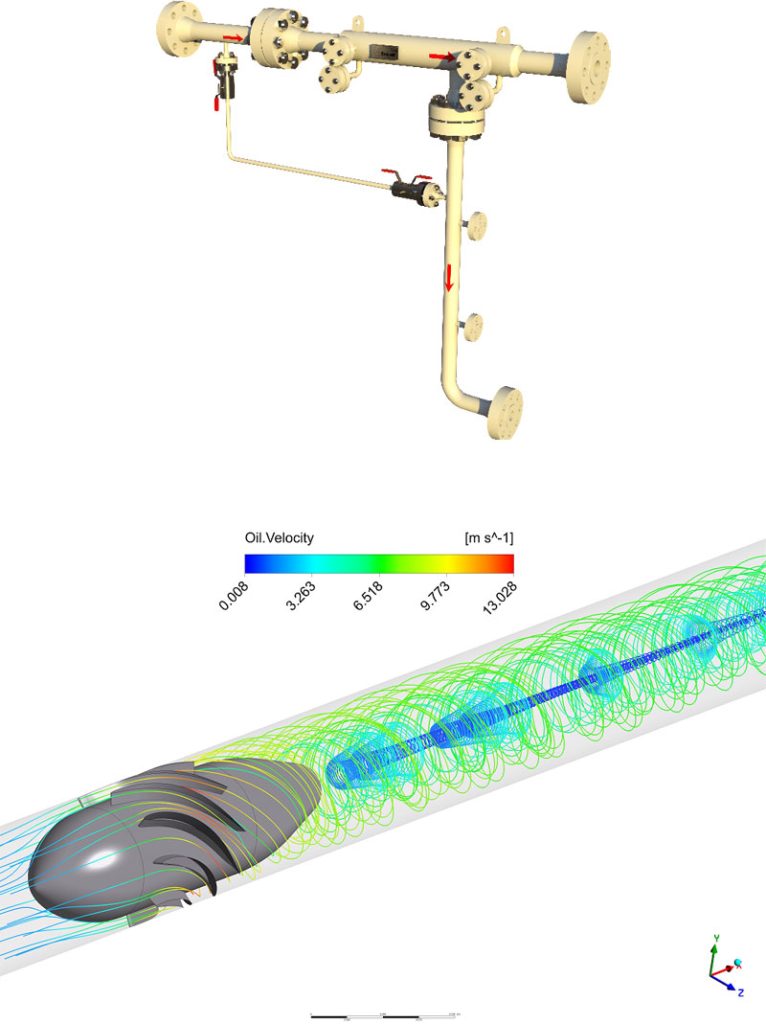
Inline De-Liquidizer
Oil and Gas- Middle East
Compact separator
This SuperSonic Separator ensured dry gas delivery, reduced carryover, and protected downstream equipment.
Certified & High Capacity
CE/UKCA & ATEX certified; processes for safe and efficient Oil and Gas testing and management.
Delivered in 28 Weeks
Strict timeline met by collaborating with suppliers to tailor equipment and integrate with existing infrastructure.
Overview
For an oil & gas facility in the Middle East, Kapwell provided an inline gas de-liquidizer to ensure dry gas delivery downstream. The client was experiencing issues with liquid carryover in their gas stream, which threatened downstream equipment (such as compressors and metering devices) and overall process efficiency. The project’s goal was to remove entrained liquids from the gas stream in a compact, inline solution that could be integrated into the existing pipeline with minimal disruption.
Solution
Kapwell’s solution was a SuperSonic inline separator a cutting-edge device that uses high-velocity flow dynamics to separate liquids from gas. The compact separator unit was installed directly in the pipeline, where its supersonic flow design ensured the gas exiting the unit was extremely dry. By creating a controlled expansion and cyclone effect, the de-liquidizer coalesces and strips out droplets that were previously being carried over. The removed liquids are then drained away, while the dry gas continues downstream. This skid-mounted system came with automated controls and instrumentation to monitor performance and was tailored to fit into the client’s test facility in terms of size and connection points.
Key
Features
High-Performance Separation
Utilizes SuperSonic separation technology to achieve rapid gas-liquid separation. This design significantly reduces liquid carryover, delivering gas that meets stringent dryness specifications. The inline unit handles sudden surges in liquid content without loss of efficiency, ensuring consistent output quality.
Certified & Safe Design
The de-liquidizer skid is CE/UKCA and ATEX certified, built to operate safely in hazardous oil and gas environments. All components satisfy industry standards for pressure containment and explosive atmospheres, which was crucial for the Middle Eastern operation.
Seamless Integration
The system’s compact footprint and inline configuration allowed it to be installed with minimal changes to existing pipework. Kapwell provided custom flanged connections and support structures so that the unit could be easily dropped into the flowline, making the upgrade straightforward for the client. Additionally, full automation means the unit adjusts to flow conditions and requires minimal operator intervention.
Challenges & Innovation
The main challenge was achieving near-complete liquid removal without using a large separator vessel. Traditional separators can be bulky, but the client needed a space-saving solution. Kapwell met this challenge by deploying an innovative supersonic separator, which creates conditions for liquids to centrifuge out of the gas at high speeds. This technology is an innovation over conventional designs, providing high efficiency in a much smaller device. Another challenge was the tight timeline and need to integrate the unit during a short shutdown period. By working closely with suppliers and pre-fabricating the skid, Kapwell delivered the unit in 28 weeks and prepared it for a quick tie-in. The project also innovated in terms of ensuring no pressure drop issues even though the separator is inline, it imposes only a modest pressure drop on the system, maintaining overall process performance.
Client Benefit
Dry Gas and Protected Equipment
The client now receives dry gas free of mist and droplets, which protects downstream compressors and instruments from damage. This leads to improved reliability and lower maintenance due to the prevention of liquid-induced issues such as corrosion or compressor blade erosion.
Higher Operational Efficiency
With liquids removed, the process efficiency is improved – gas throughput can be maintained without interruptions from slugging or two-phase flow problems. The consistent quality of gas also means the client’s testing and measurement processes are more accurate and stable.
Compliance and Safety
The system’s certification to CE/UKCA and ATEX standards ensures that the operation complies with international safety regulations. This was particularly important for the client’s corporate HSSE (Health, Safety, Security & Environment) requirements, giving them assurance in the equipment’s safety features.
Quick Deployment and ROI
The project was completed in 28 weeks, allowing the client to benefit from the solution rapidly. The minimal installation downtime and the immediate improvement in gas quality provided a fast return on investment. The automated nature of the system also means that operating costs are low, as it doesn’t demand constant supervision.
Timeline
Delivered in 28 weeks. Kapwell met the project deadline by synchronizing design, fabrication, and procurement activities. The unit was factory-tested and delivered ready for installation, allowing the client to complete hookup during a brief scheduled shutdown.