
Project Case Study
Multi-Cyclone Fuel Gas Separation
Fuel Gas Separation
Swirl Cyclone
Scrubbing swirl designed to remove up to 2000 g/m³ of dust or liquid from a gas flow rate of 3.53 m³/h..
High Efficiency
Cyclone technology removes up to 99% of solids & liquid, protecting downstream equipment and enhancing process efficiency.
Innovative
A smart, space-efficient cyclone arrangement delivers clean, dry fuel gas.
Overview
The Multi-Cyclone Fuel Gas Separation project was initiated for an industrial client who needed to purify a small fuel gas stream feeding their equipment. The gas had a high load of fine dust and liquid droplets – on the order of kilograms of contaminants per cubic meter of gas – which was far above acceptable levels for fuel gas. The goal was to design a space-efficient separation system to remove these particulates and liquids, ensuring that the fuel gas delivered to burners or turbines is clean and dry. The solution had to fit in a limited area and handle a relatively low flow (a few cubic meters per hour) with very high contamination.
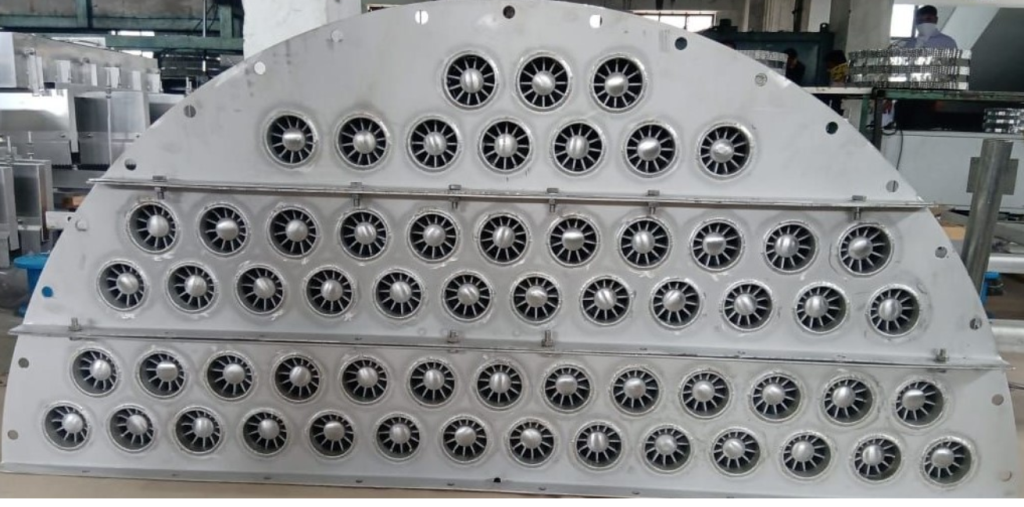
Solution
Kapwell’s solution was a smart, space-efficient multi-cyclone separator. The design incorporated multiple small cyclone units arranged in parallel on a single skid to treat the fuel gas. Each mini-cyclone induces a swirl in the gas, throwing out dust and liquid droplets to the cyclone walls. These contaminants then drop into a collection chamber, while the cleaned gas exits from the top. By using a series of cyclones, the system can handle a heavy contaminant load – up to 2000 g of dust/liquid per m³ of gas – while maintaining high efficiency. The specific case handled about 3.53 m³/h of fuel gas flow through the multi-cyclone unit. The skid was delivered with an integrated knock-out pot for liquid drainage and a hopper for solid collection. Kapwell engineered the layout to be extremely compact, stacking cyclonic elements as needed, so that the entire assembly could be installed in the cramped fuel gas conditioning area. Control valves and instrumentation ensure that the pressure drop remains low and that the cyclones operate within their optimal range.
Key
Features
High Dust/Liquid Removal Capacity
The multi-cyclone system can remove up to 2000 g of dust or liquid per cubic meter of gas without clogging or performance drop-off. This means it can handle very dirty gas streams, separating out heavy particulate loads that would overwhelm standard filters.
99% Separation Efficiency
The cyclone array collectively achieves up to 99% removal efficiency for solids and liquids in the fuel gas. This high efficiency ensures that nearly all entrained particles and droplets are captured before the gas reaches sensitive equipment, dramatically improving downstream reliability.
Compact Skid Design
The arrangement of multiple cyclones on a single skid is a space-saving design. Kapwell’s innovative layout placed cyclones in tiers and used a common inlet/outlet manifold, resulting in a smart, space-efficient unit that delivers clean, dry fuel gas. The final skid occupied minimal footprint, which was crucial for the client’s congested site.
Automated Purge and Drain
The system includes automated purging for solids and draining for liquids. Solids collected in the cyclone hopper can be periodically purged, and liquids are continuously drained off to a knockout drum. This automation means the system can run continuously with minimal operator intervention.
Challenges & Innovation
The main challenge was handling an unusually high contaminant load in a small flow of gas. Traditional single cyclone separators could not achieve the needed performance, so the innovation was to employ multiple cyclones in unison. Kapwell’s team used computational simulations to determine the optimal number and configuration of cyclones required. The smart arrangement of the cyclones – effectively creating a mini cyclone farm – was an innovative solution that allowed a heavy cleaning duty in a compact space. Another challenge was the space constraint at the installation site; the innovation here was a modular skid with vertically oriented cyclones and integrated piping that could be easily dropped into place. Kapwell also innovated on the maintenance aspect: designing the cyclones in a way that any one unit could be isolated and serviced without shutting down the whole system, providing operational flexibility.
Client Benefit
Clean Fuel Gas
The client now receives clean, dry fuel gas, which means their combustion equipment (such as furnaces, boilers, or turbines) operates more efficiently and with fewer interruptions. By removing dust and moisture, burners can achieve better combustion and emit fewer pollutants, and there’s less risk of fouling in fuel injectors or damage to turbine blades.
Increased Equipment Longevity
Downstream equipment that uses the fuel gas is no longer exposed to abrasive particles or corrosive liquids. This extends the life of those machines and reduces maintenance frequency. For example, if a gas turbine was the end user, its hot gas path components will suffer much less erosion.
Minimal Downtime
The multi-cyclone system’s design allows for continuous operation and easy maintenance. The automated removal of separated solids/liquids means the client spends less time on manual cleaning. Additionally, the fact that cyclones can be serviced one at a time (if needed) without a full shutdown means higher overall uptime for the fuel gas system.
Space and Cost Savings
By deploying a compact skid, Kapwell saved the client from having to make major space accommodations or construct large vessels. The space-efficient design fit into the existing plant layout, avoiding costly facility expansions. Moreover, using cyclones (which have no moving parts) is a low-maintenance choice, reducing operational costs over time.
Timeline
Delivered on schedule. The multi-cyclone separator was completed within the project timeline and installed during a planned maintenance period. Kapwell’s efficient design-build cycle ensured the unit was ready to operate as soon as it was hooked up, preventing any delay in the client’s production.